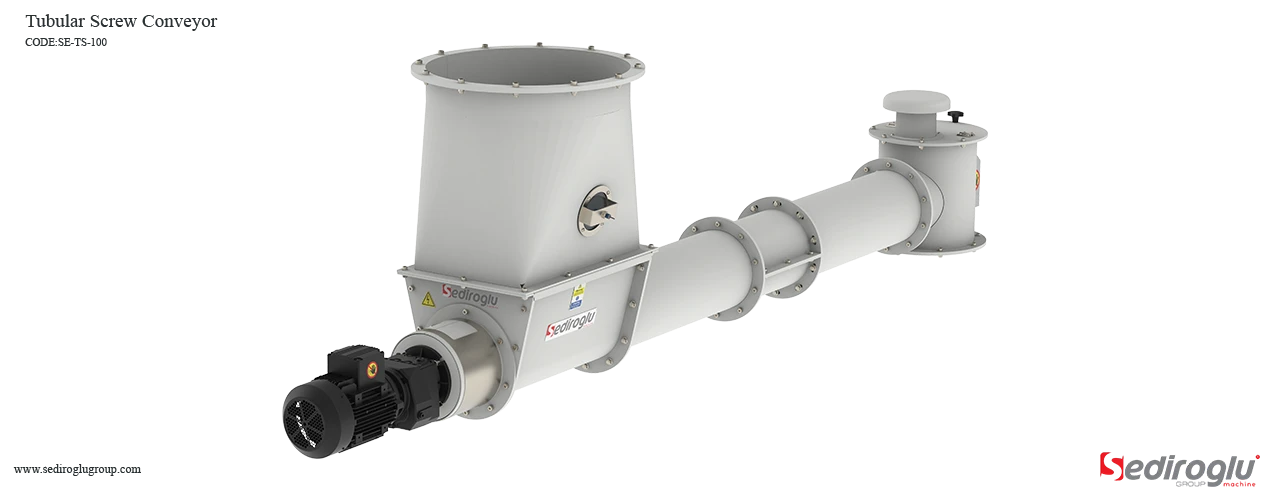
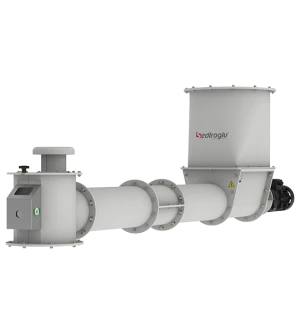
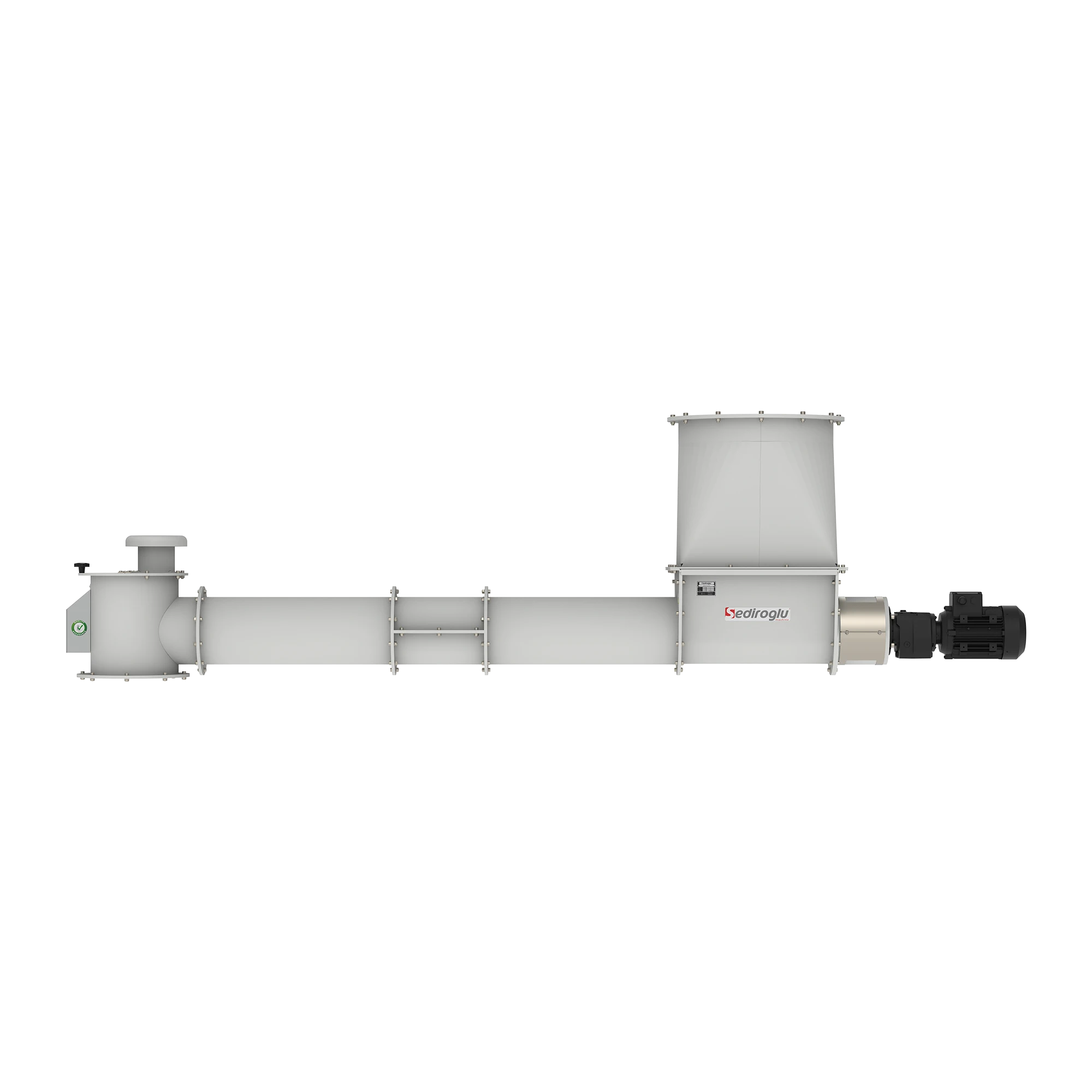
Tubular Screw Conveyor 150
SE-TS-150
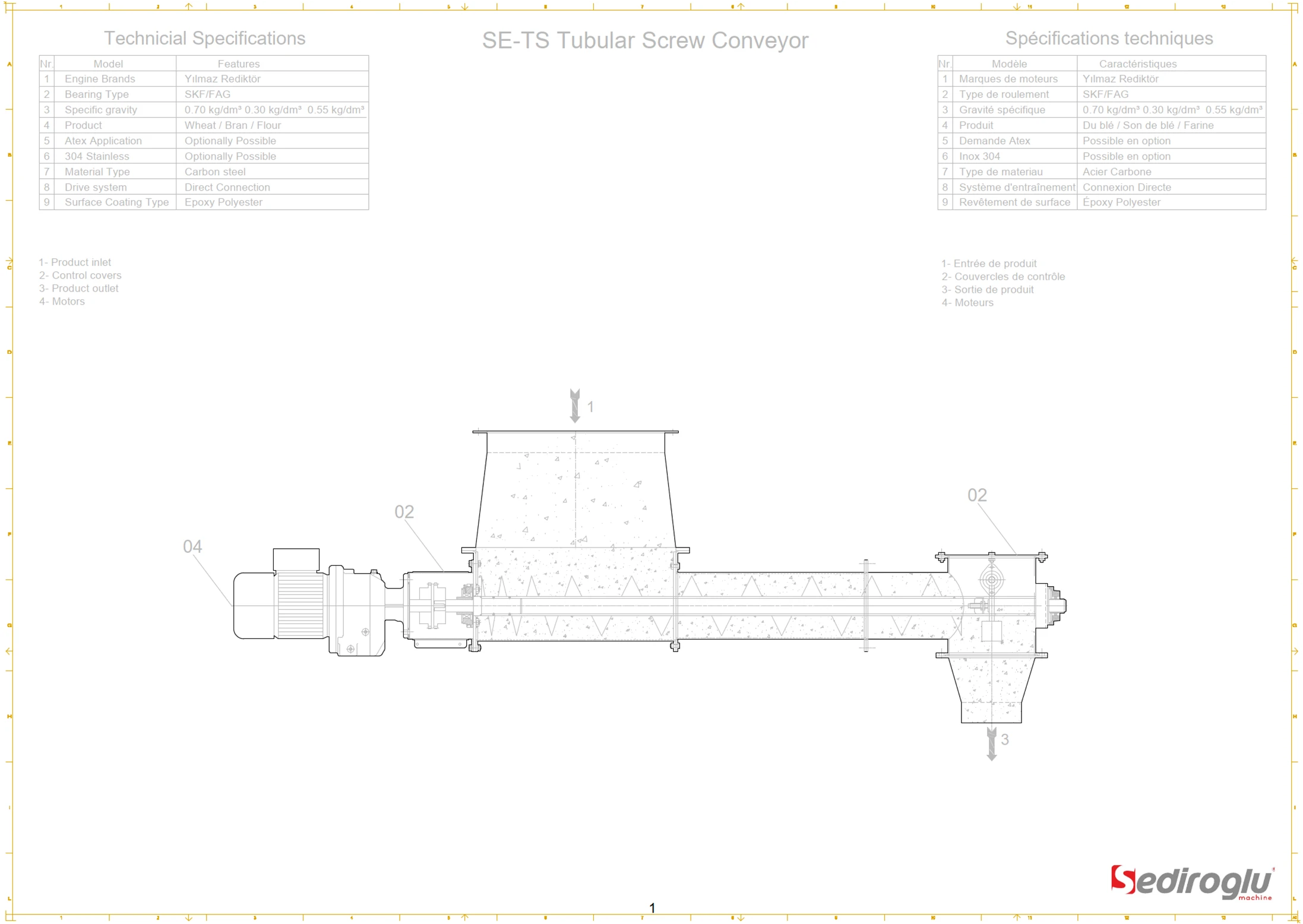
The Tubular Screw Conveyor 100 (SE-TS-100) conveys materials through a rotating helical screw inside a sealed tube. As the screw turns, powders and granular materials are moved continuously and evenly along the tube, preventing segregation and spillage. This mechanism ensures smooth, controlled, and high-capacity material transfer while minimizing energy consumption and maintenance requirements, providing reliable and efficient operation in various industrial production lines.





Metal Feature
Sediroglu Group lets you select the metal feature that best suits your machine, ensuring optimal performance and meeting your operational needsSpare Parts
Select the spare parts required for your machine based on your operational needs, ensuring continued performance and minimizing downtimeMotor Details
Select the motor brand you want for your machine to ensure optimal performance, reliability, and compatibility with your specific operational requirementsWe've answered the most frequently asked questions about the product. From technical details and ease of use to maintenance and spare parts information, you can find comprehensive answers here. If you don't find what you're looking for, don't hesitate to contact us—we'd be happy to help.
The Tubular Screw Conveyor 100 (SE-TS-100) is designed to handle continuous material transfer in industrial production lines. Using a rotating helical screw inside a tubular casing, it moves powders, granules, and pellets smoothly from intake to discharge. This prevents material segregation, spillage, and ensures uniform flow, which is critical for maintaining product quality, operational efficiency, and reducing downtime in industrial processes.
The SE-TS-100 operates with a robust helical screw enclosed in a tubular casing. As the screw rotates, it pushes materials from the intake end to the discharge point. The enclosed tube prevents contamination and dust emission, while the helical mechanism ensures continuous, uniform flow. This system avoids clogging, spillage, and segregation, making it ideal for high-volume, delicate powders and granular materials in flour, feed, and chemical processing facilities.
The Tubular Screw Conveyor 100 provides several benefits: smooth and continuous material transport, low energy consumption, minimal maintenance due to its durable design, and reduced dust emission thanks to its enclosed tube. It ensures uniform flow of powders and granules, prevents segregation and product loss, and allows integration into diverse industrial lines. Its robust construction guarantees long-term operation, enhancing production efficiency in flour mills, feed factories, chemical plants, and other industrial facilities.
The SE-TS-100 is widely utilized across multiple industries for continuous and controlled material transfer. In flour and semolina mills, it moves delicate milled products between grinding, cleaning, and storage units. Feed factories use it for pellets and powders, ensuring uniform density and flow. In chemical and powder processing plants, it guarantees precise and hygienic transfer. Its versatility makes it suitable for applications requiring gentle handling, high-capacity throughput, and minimal maintenance.



We strongly recommend watching our detailed demo video, which helps you evaluate not only the technical specifications but also the machine’s real-life working principle, its influence on product flow, the technological advantages that enhance process efficiency, the practical ease it provides in terms of maintenance and operation, its durability level, and the overall value it will add to your production line before making your purchasing decision.