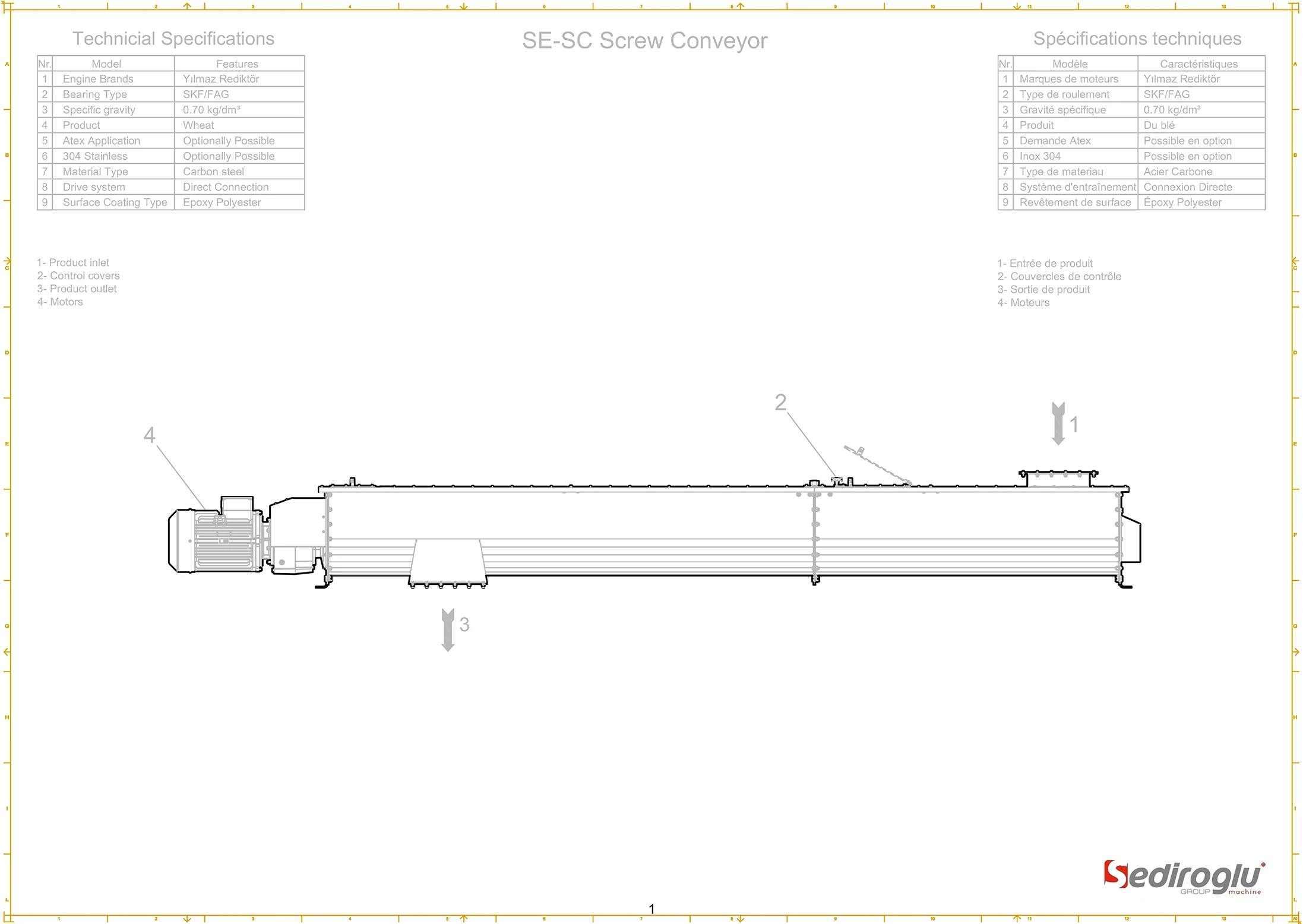
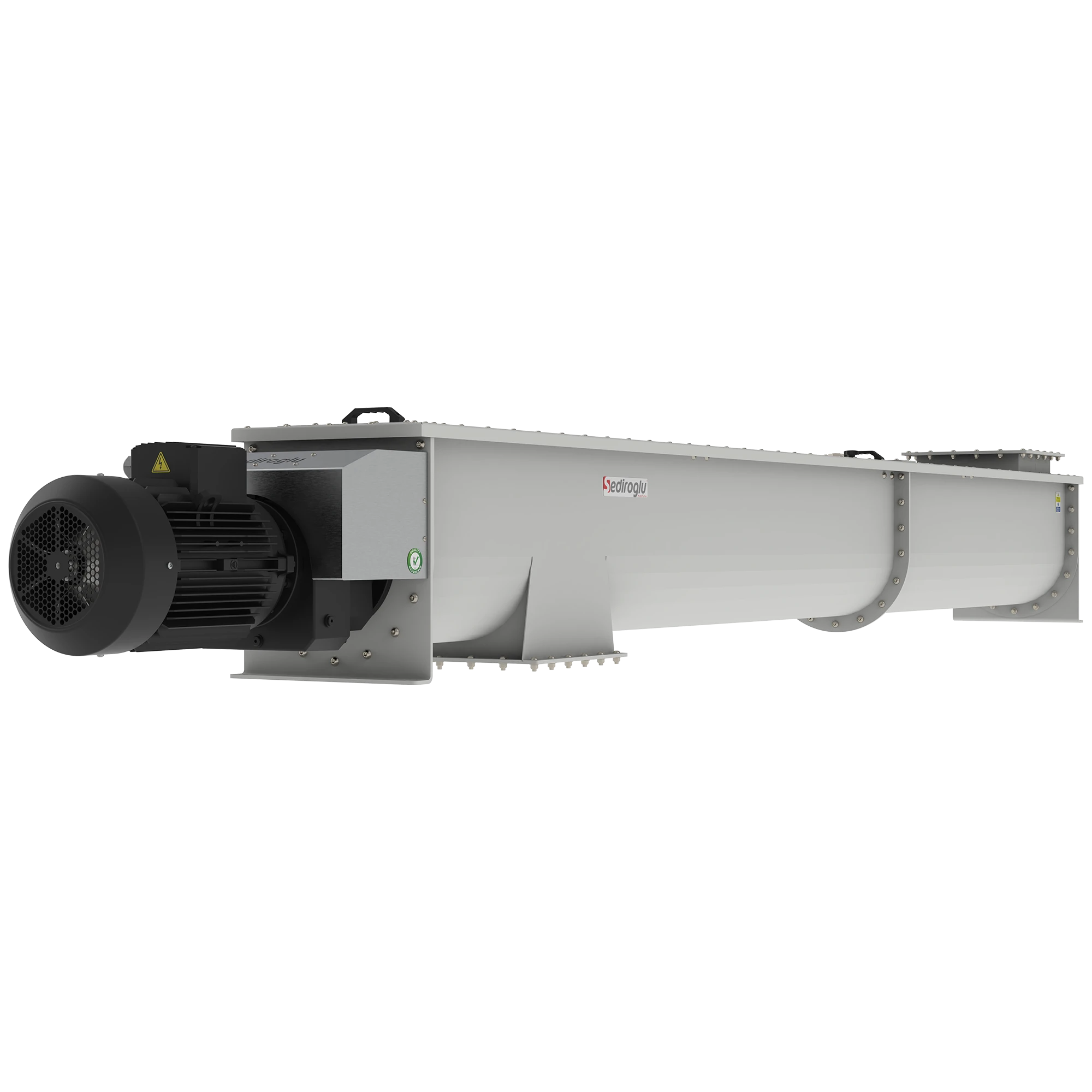
Screw Conveyor 150
SE-SC-150
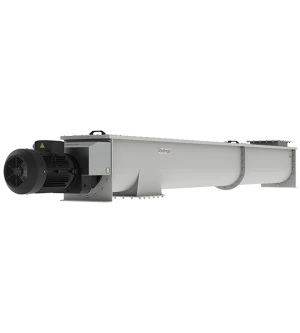
Screw Conveyor 200 is designed to transport grain, flour, and powdered materials efficiently between different stages of industrial production lines. The enclosed screw system ensures stable and controlled material flow while minimizing product loss and dust formation. It improves operational efficiency by enabling continuous conveying in demanding environments. Commonly used in flour mills, semolina factories, grain processing plants, pasta production facilities, and mining operations.



Metal Feature
Sediroglu Group lets you select the metal feature that best suits your machine, ensuring optimal performance and meeting your operational needsSpare Parts
Select the spare parts required for your machine based on your operational needs, ensuring continued performance and minimizing downtimeMotor Details
Select the motor brand you want for your machine to ensure optimal performance, reliability, and compatibility with your specific operational requirementsWe've answered the most frequently asked questions about the product. From technical details and ease of use to maintenance and spare parts information, you can find comprehensive answers here. If you don't find what you're looking for, don't hesitate to contact us—we'd be happy to help.
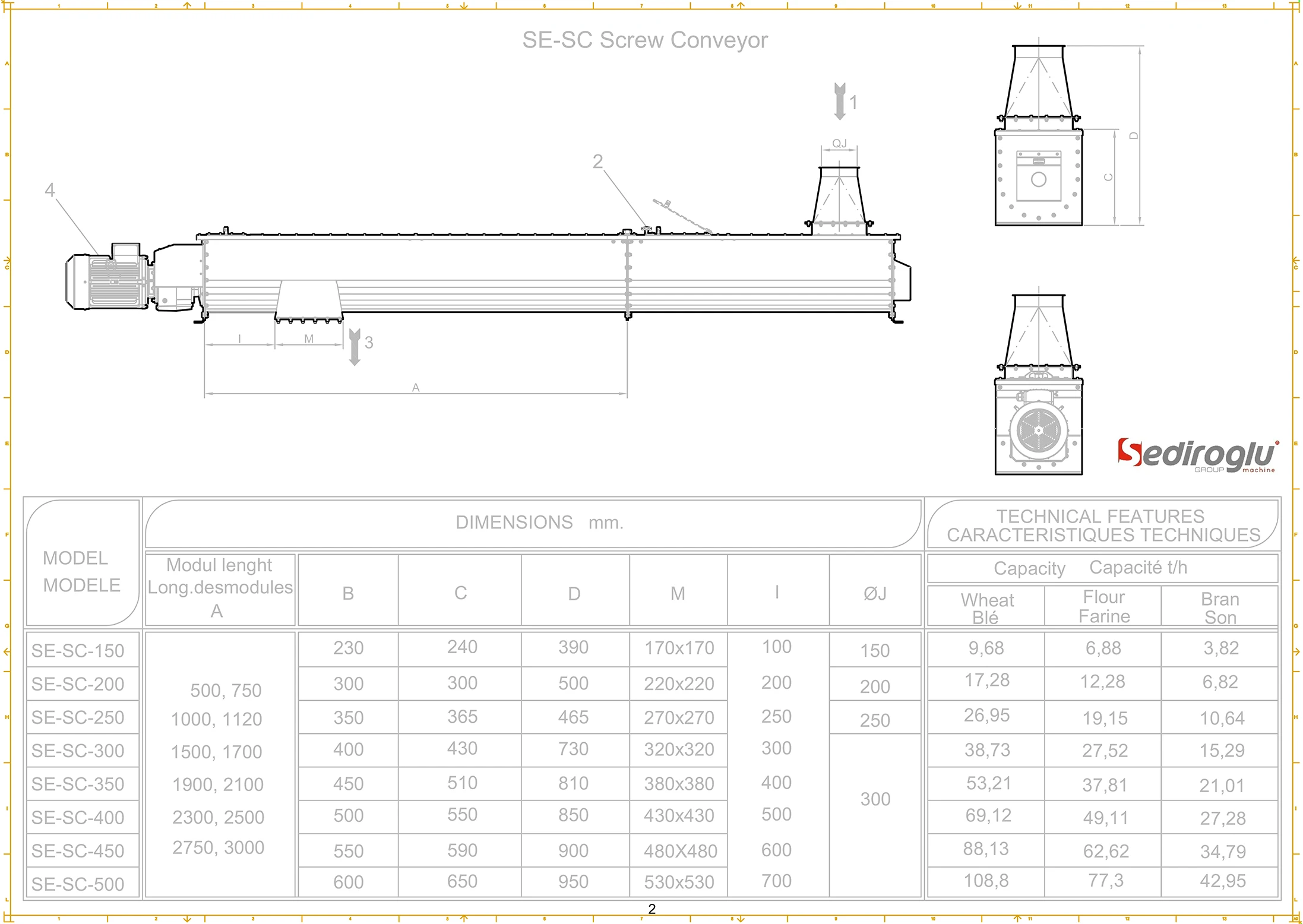
Screw conveyors are designed to transport a wide range of bulk materials including grain, flour, semolina, bran, powders, and other granular products used in industrial production processes. The rotating helical screw moves materials smoothly through an enclosed housing, ensuring controlled and continuous transfer between machines. This makes screw conveyors ideal for flour mills, semolina factories, and grain processing plants where consistent material flow is essential for maintaining stable and efficient production operations.
Screw conveyors are widely preferred in grain processing plants because they provide reliable and controlled transportation of wheat, corn, barley, and other cereals between processing machines. Their enclosed structure prevents dust emissions and protects materials from contamination. This design also reduces product loss while maintaining a stable material flow throughout the production line. These advantages make screw conveyors essential equipment in flour mills, semolina factories, and grain cleaning facilities.
Yes, screw conveyors are widely used in heavy industrial applications where durable and reliable material transport systems are required. In addition to food and grain processing industries, they are commonly installed in cement plants, recycling facilities, and mining operations. Their robust construction allows them to handle abrasive and dense materials while maintaining consistent conveying performance. This versatility makes screw conveyors suitable for both food production facilities and demanding industrial environments.
Screw conveyors improve production efficiency by providing continuous and controlled movement of bulk materials between different stages of the production process. By automating material transport, they reduce the need for manual handling and ensure that processing machines receive a steady supply of raw materials. This stable flow helps prevent production interruptions and supports consistent output levels. As a result, screw conveyors are widely used in flour mills, grain processing facilities, and food production plants.


We strongly recommend watching our detailed demo video, which helps you evaluate not only the technical specifications but also the machine’s real-life working principle, its influence on product flow, the technological advantages that enhance process efficiency, the practical ease it provides in terms of maintenance and operation, its durability level, and the overall value it will add to your production line before making your purchasing decision.