




Aspiration Channel 60
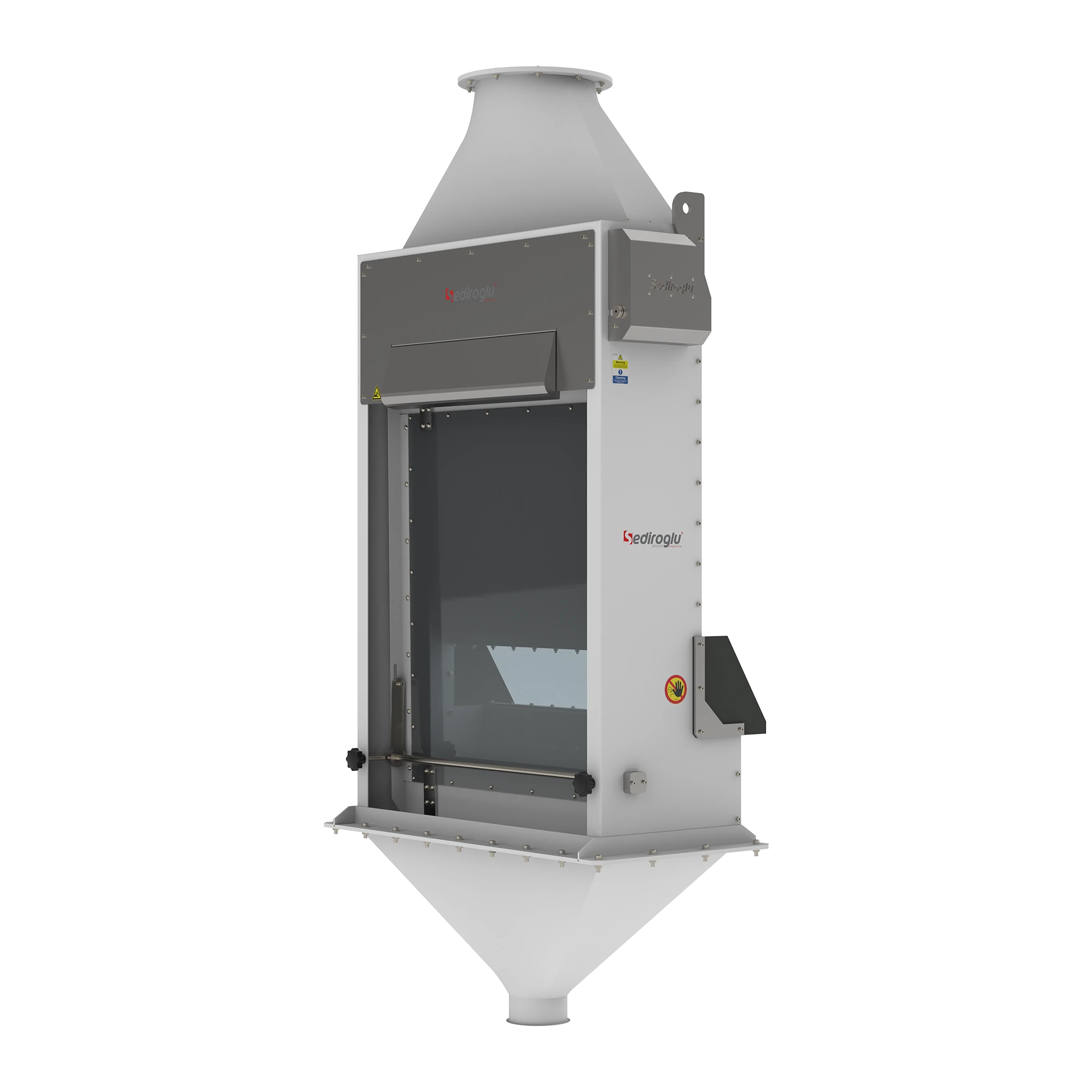
SE-ACG-60
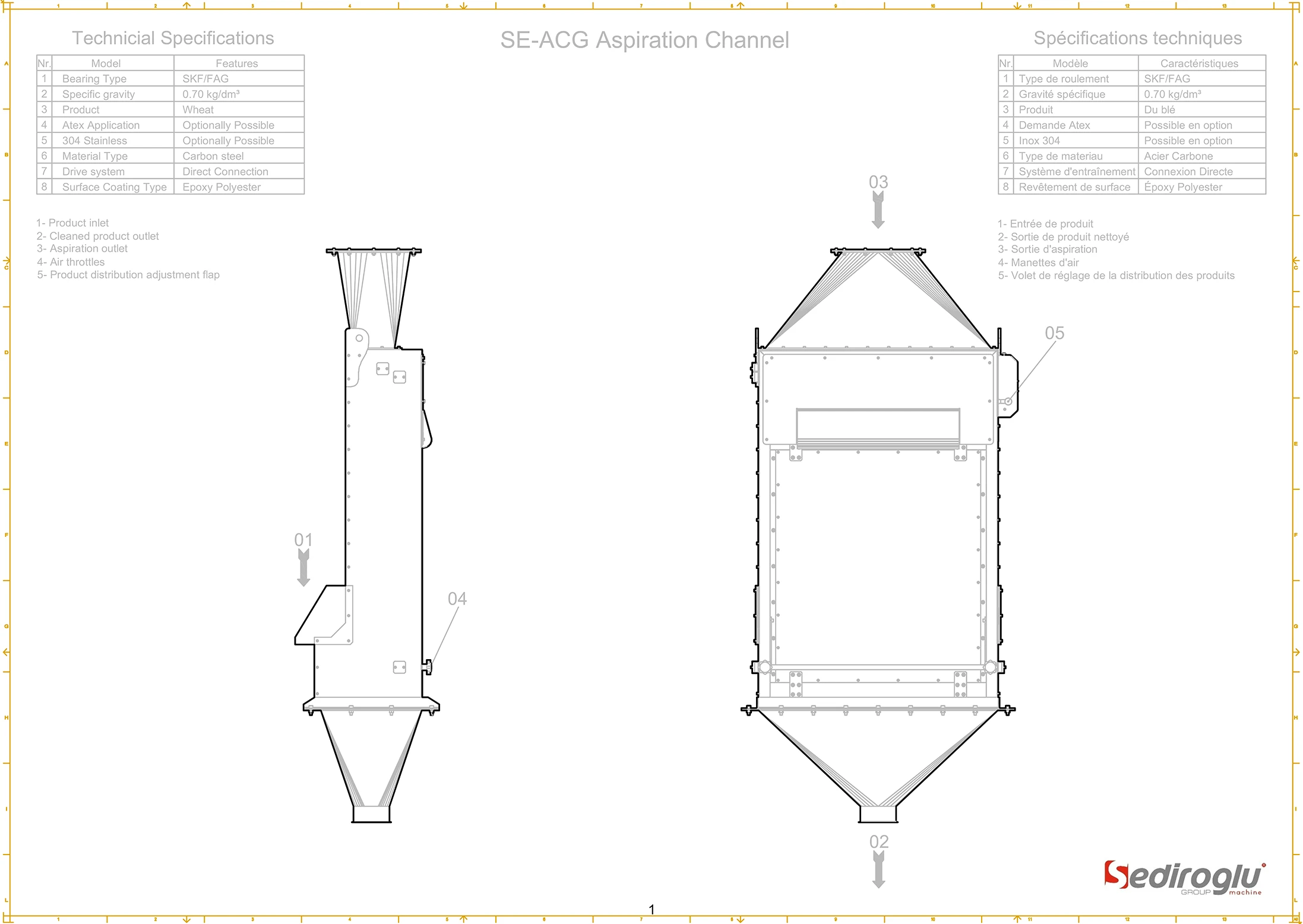
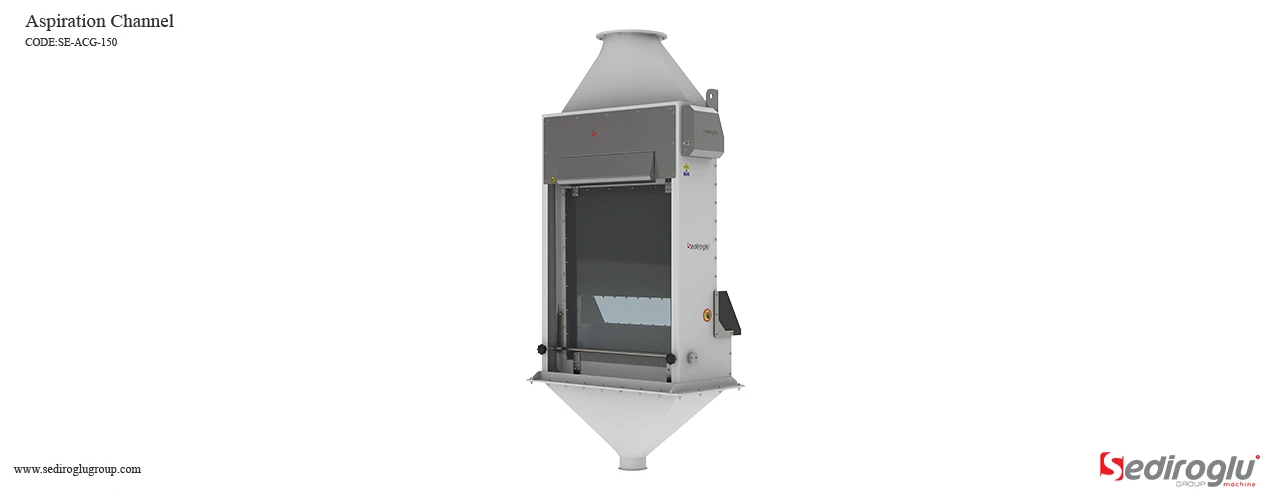
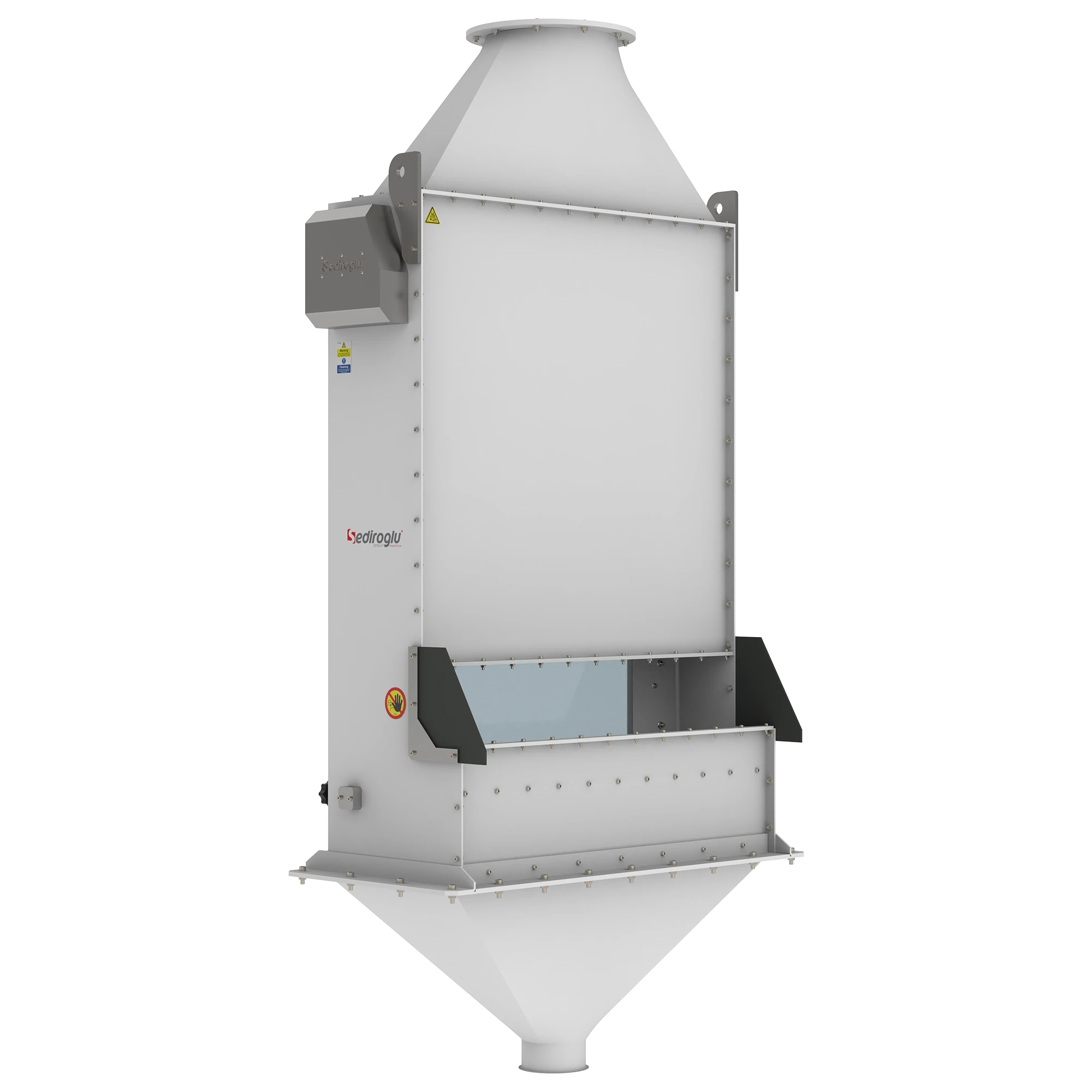
Aspiration Channel 150 (SE-ACG-150) by Sediroglu Group is a high-capacity gravity-flow grain cleaning machine designed for flour mills and cereal processing plants. Grain coming from the waste separator enters the aspiration channel by free fall, where controlled airflow separates dust, wheat husk, straw fragments and leaf particles from the grain stream. These lightweight materials are directed to cyclone or filtration systems, while the cleaned grain exits from the lower outlet and continues to the next machine in the processing line.

Metal Feature
Sediroglu Group lets you select the metal feature that best suits your machine, ensuring optimal performance and meeting your operational needsSpare Parts
Select the spare parts required for your machine based on your operational needs, ensuring continued performance and minimizing downtimeWe've answered the most frequently asked questions about the product. From technical details and ease of use to maintenance and spare parts information, you can find comprehensive answers here. If you don't find what you're looking for, don't hesitate to contact us—we'd be happy to help.
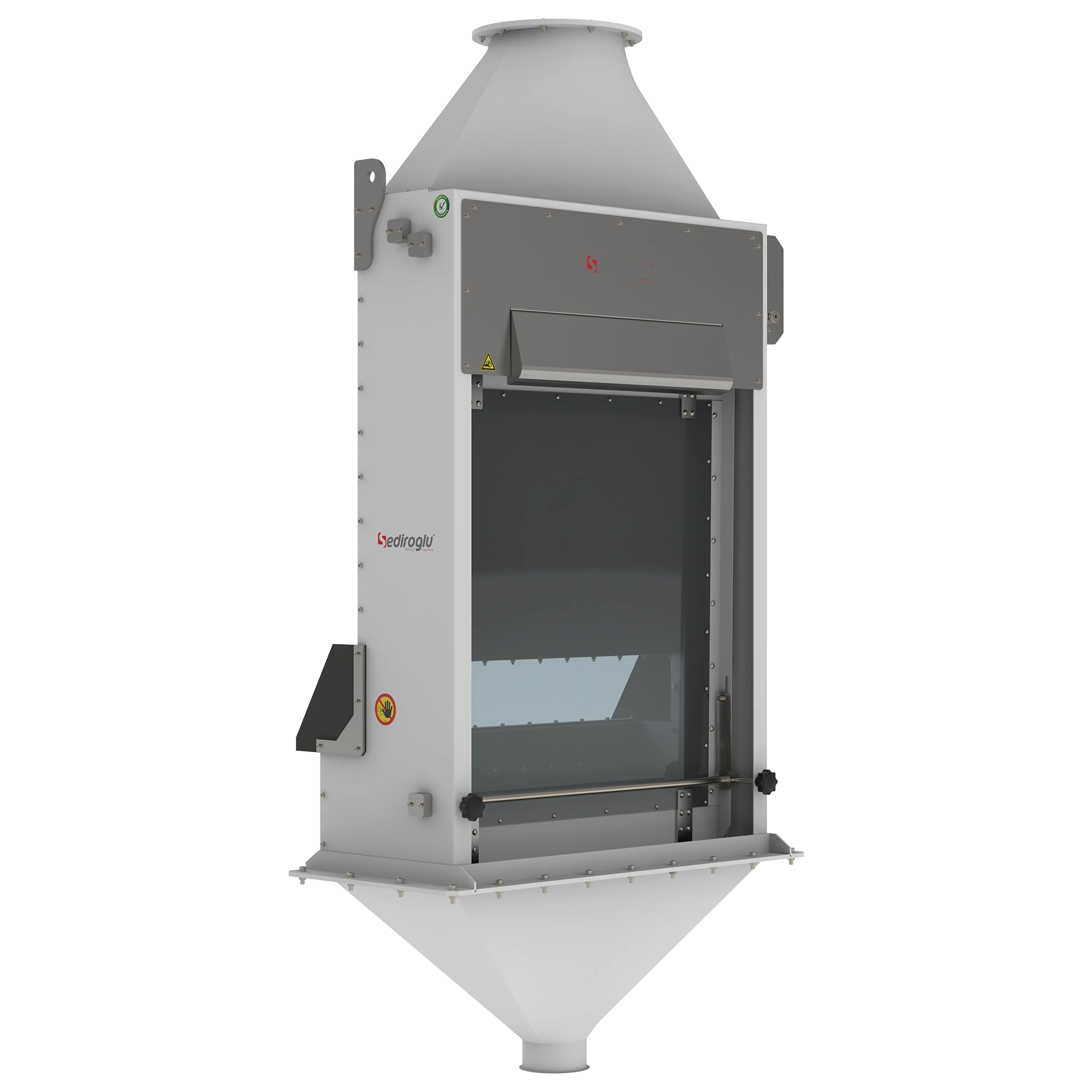
Aspiration Channel 150 (SE-ACG-150) by Sediroglu Group operates using gravity flow and controlled airflow. Grain entering from the waste separator falls freely into the channel, where lightweight particles such as dust, wheat husk, straw fragments, and leaf particles are lifted by airflow and directed to cyclones or filters. Cleaned grain exits through the bottom outlet, ensuring high-quality grain for flour mills, semolina mills, and cereal processing plants.
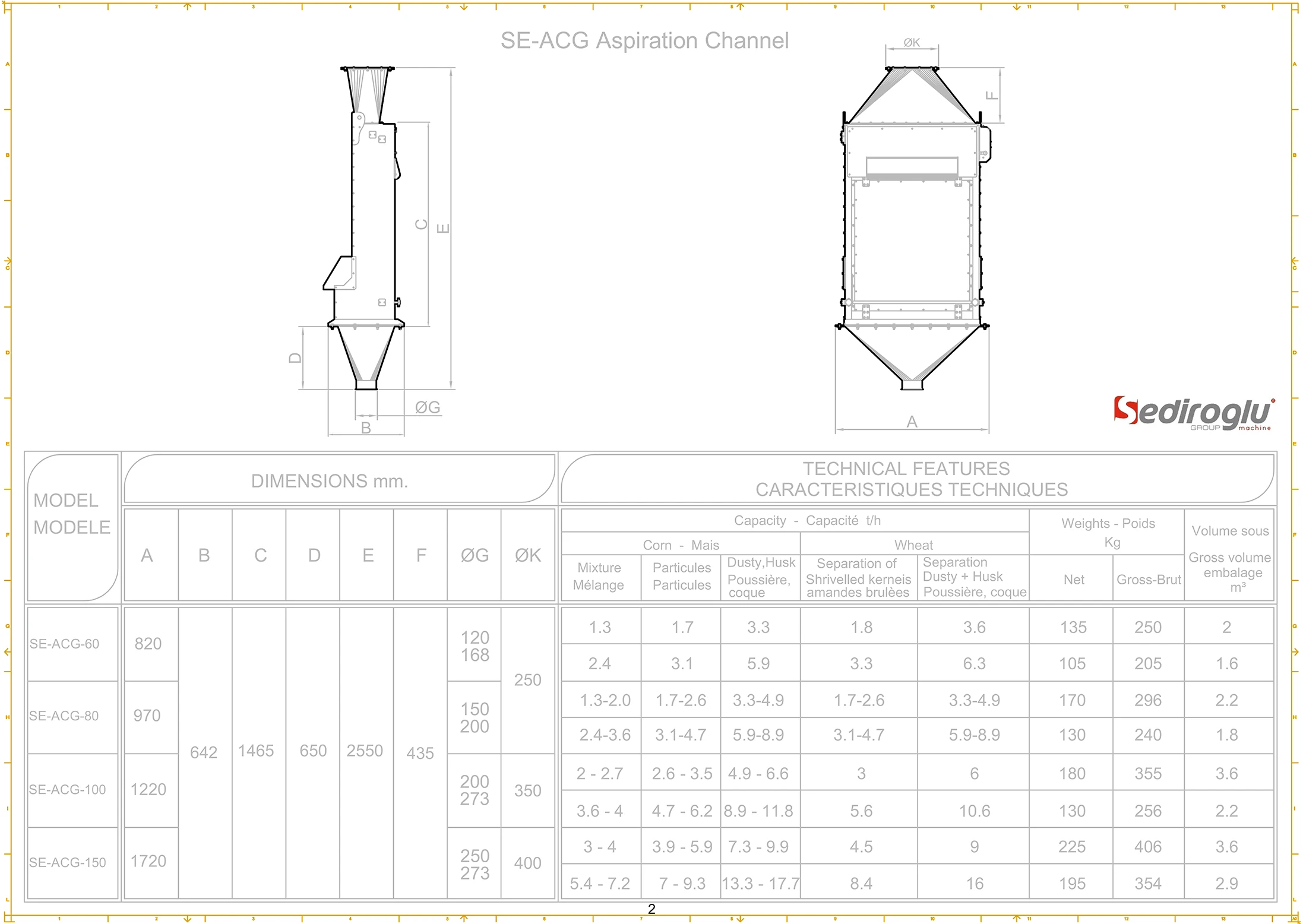
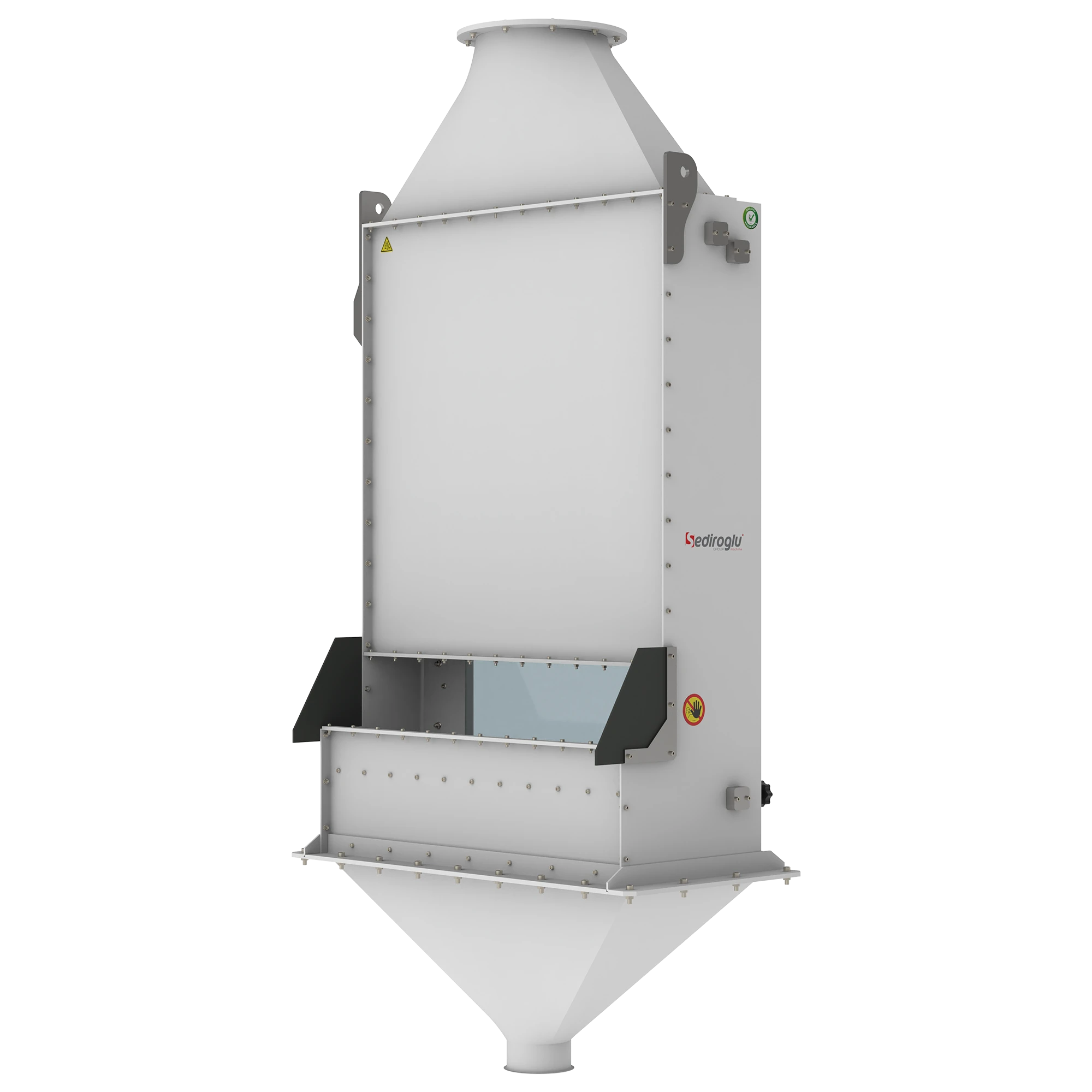
Aspiration Channel 150 SE-ACG-150 is designed to process wheat, corn, barley, rye, oats, and similar cereals. Its gravity-flow system combined with efficient airflow removes dust, wheat husk, straw fragments, and leaf particles from all types of grains. The machine is ideal for high-capacity flour mills, semolina mills, and industrial cereal processing plants, ensuring clean grain, reducing contamination, and supporting continuous production in large-scale operations.
Aspiration Channel 150 SE-ACG-150 by Sediroglu Group offers highly efficient separation of dust, wheat husk, straw fragments, and leaf particles. The gravity-flow design minimizes energy use compared to vibro motor systems. Industrial-grade steel construction ensures durability and long-term operation. The machine improves grain quality, reduces contamination, integrates easily into existing flour mill and cereal processing lines, and requires minimal maintenance for consistent, reliable performance.
Maintenance for Aspiration Channel 150 SE-ACG-150 includes weekly cleaning of inlets and airflow channels to prevent clogging. Monthly inspections should evaluate structural integrity, airflow efficiency, and discharge outlets. Annually, a full inspection is recommended including wear checks on internal surfaces. Regular maintenance ensures effective removal of dust, straw, husk, and leaf particles, uninterrupted operation, and consistent grain quality in flour mills, semolina mills, and large-scale cereal processing facilities.



We strongly recommend watching our detailed demo video, which helps you evaluate not only the technical specifications but also the machine’s real-life working principle, its influence on product flow, the technological advantages that enhance process efficiency, the practical ease it provides in terms of maintenance and operation, its durability level, and the overall value it will add to your production line before making your purchasing decision.